固一话:0510-83076068 贺部长
固二话:0510-83076658 孙经理
固三话:0510-83079997 李经理
固四话:0510-83079993 贺经理
固五话:0510-83079994 高经理
传真:0510-83079997
手机:189 0152 2222(总经理)
手机:133 3878 6068贺部长( 厂长)
手机:133 8220 6068孙经理(开单处)
手机:133 7366 1878高经理(仓库)
上网洽谈工具:QQ 473334606
邮箱:473334606@qq.com
地址:无锡市-惠山区-钱桥镇-(西章工业园-惠澄大道77号)百利源钢管厂
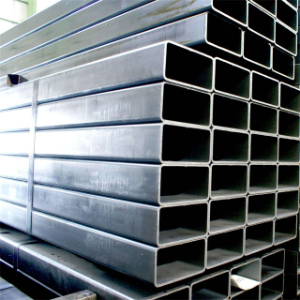
Q235B矩形管提高质量的方法是由铸锭改成铸坯工艺。因为连铸工艺对质量控制的完善,这种方法成为了Q235B矩形管的主要办法,下面我就为大家详细的介绍下。
1.Q235B矩形管管件要采用连铸,从而提高综合成材率,而且与炉外精炼相配合,显著提高了生产效率,还省略了开坯工序,节约了大量能耗。
2.根据不同的钢种做到结晶器的振动工艺与保护渣相匹配,这样能提高10%的成材率、节能和缩短生产周期从而提高了钢水收得率。
3.经过吹氩站对钢水温度进行微调后吊到大包回转台等待连铸。
4.为保证连铸坯的外表质量,选择合适的维护渣;连铸过程中因结晶器的振动在连铸坯表面上形成的振痕要加以控制;铁素体Q235B矩形管管件连铸时必须采用电磁搅拌。
5.Q235B矩形管管件连铸一般都与精炼炉配套,对钢水的化学成分和温度有严格要求;为防止钢水二次氧化,连铸生产过程中要求采取无氧化保护浇注;对钢水包、中间包、滑动水口、浸入式水口等耐火材料要求严格。
6.钢水铸完后,Q235B矩形管管件一般采用与碳钢相同的立式、立弯式或弧形连铸机。精炼后的钢水倒入钢包,经过回转台将待浇钢包转到中间包注入口上方,然后通过长水口将钢水注入中间包。中间包的钢水经过浸入式水口进入结晶器成形和冷凝并连续下移。
上一条: 矩形管的焊接技术分析
下一条: 方矩管产生气孔的原因分析